
Revenge of ASIST - Asphaltenes The Sequel
Part 2 explores how we develop mitigation strategies when a known asphaltene instability risk exists

Are sequels better than the original? There are a few stand-outs: The Godfather, Part 2 tops my list (sorry - not sorry to T2, Batman, and Empire Strikes Back). Well, we’re back for our asphaltene sequel, where we pick up the asphaltene discussion and transition from characterization / destabilization predictions to deposition prevention and removal strategies.

If you missed our first post covering asphaltene fundamentals, you can click the link below:

In the examples to follow, we may reference some of the early characterization to set the scene, however we will focus the discussion on the qualification and mitigation applications.
Gas Lift Risk Analysis
An important consideration within the broad topic of asphaltene destabilization risks is whether operations or production configurations will involve various blending of fluids. It can be the case where a particular fluid does not have deposition risks on its own, however various blending can lead to destabilization of asphaltenes. For example, if multiple zones are produced simultaneously there may be a destabilizing effect if the zones are significantly different. Likewise, if a field plans to bring on gas lift strategies to enhance production, the increased GOR can have a destabilizing effect on the asphaltenes.
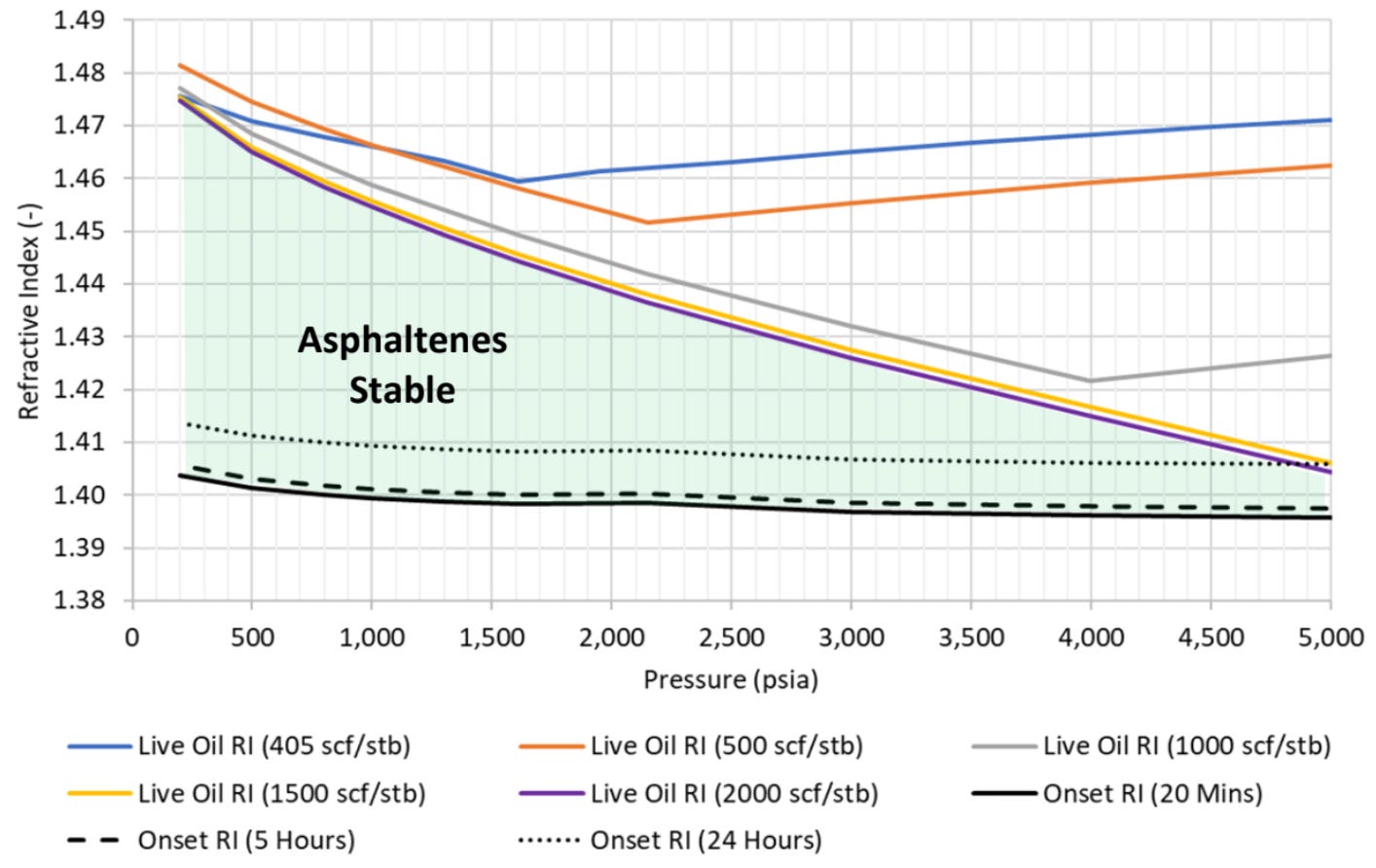
Evaluating a late life gas lift option was the challenge for our first case history. In order to provide some background and context, a 28° API crude oil with 3.3 wt% asphaltenes was evaluated comparing ASIST with NIR Isothermal depressurization for an AOP estimate. The analyses were in agreement: no asphaltene onset pressure detected up to 5,000 psi (which was above the reported reservoir pressure).
One advantage with ASIST is the ability to utilize the baseline laboratory results to create infinite combinations at various ratios to evaluate multiple production scenarios. In this case, we can look at various gas lift scenarios to determine whether there is a maximum GOR before asphaltene destabilization sets in.
Within a PVT fluid software, such as Multiflash or other commercially available products, the characterized and tuned fluid used during the baseline ASIST models can be modeled with the gas lift using a multistage flash function with series of known GORs. The bubble point of the new mixture fluid will be calculated and further processed through a Differential Liberation Experiment (DLE). These new results serve as input values in the ASIST calculations to generate the modified RI curves. We looked at GOR values ranging from 400 - 2000 scf/bbl and the predictions found asphaltenes to be stable for all ratios tested.
In this example, asphaltenes were categorized as low risk without a need to include downhole injection lines for AI chemicals. Our “life of field” analysis helped reduce uncertainty about adding the extra cost of another injection line. The team felt confident asphaltenes did not pose a significant risk for early / mid life production scenarios. However, gas lifting was a likely option for late life scenarios. Adding an injection line now is cheaper more logical than not if it meant de-risking a serious production scenario. The gas lift ASIST study helped save costs and kept a limited number of injection ports available for other chemicals. In case you were wondering, contingent soaking procedures were developed in the scenario where asphaltene remediation steps were required.
Chemical Mitigation
When a new field development suspects asphaltene challenges during production, almost every scenario will involve the installation of a downhole chemical injection line below (at a greater depth) than the AOP during the design phase. In this example ASIST modeling predicted an AOP ranging from 11,000 - 15,500 psi (ASIST plot shown below). So, the asset team has an injection line to use. Now what?!

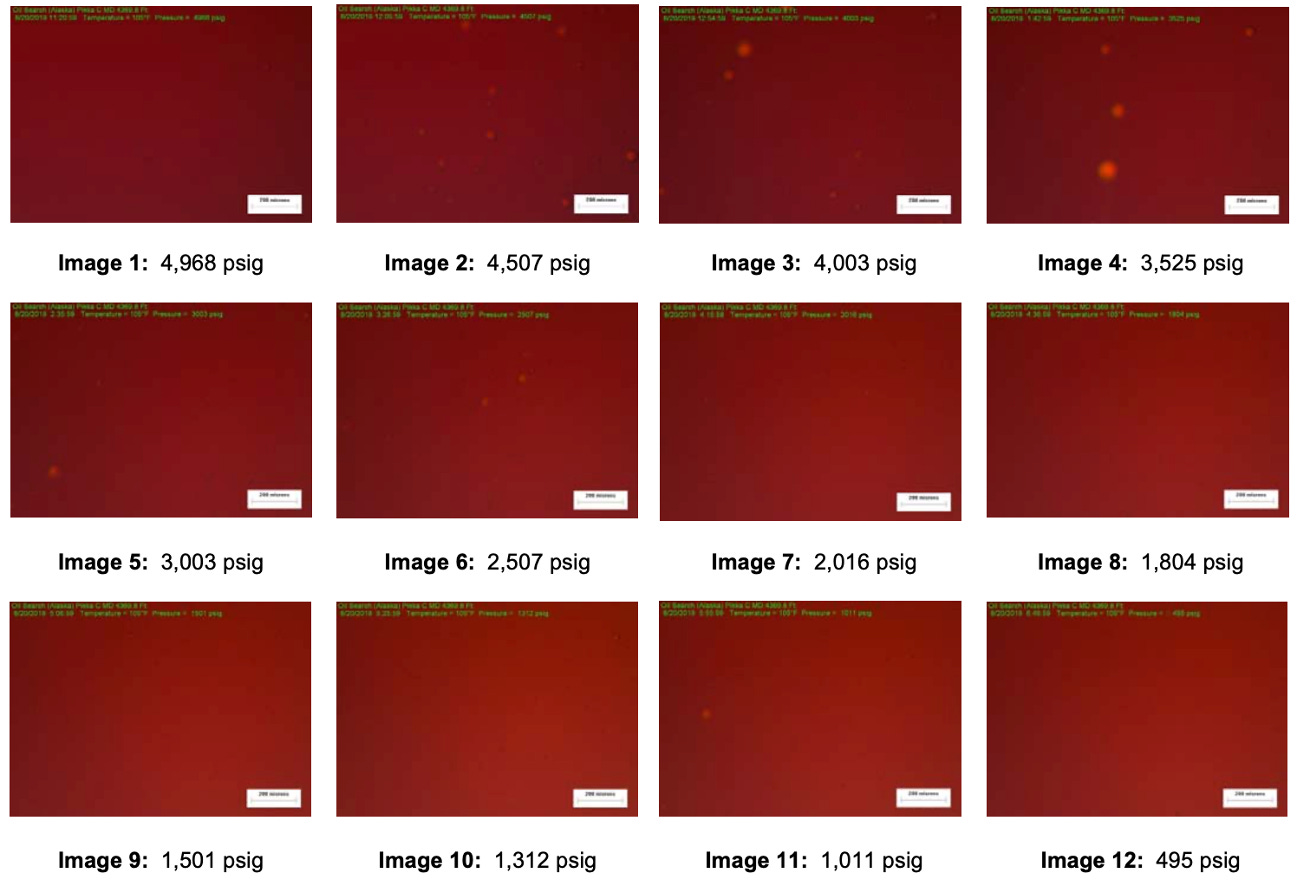
The first step is to qualify asphaltene inhibitor chemicals through laboratory testing and subsea qualification programs. When available, native crude oil is preferred, however analog oils can be used for a rough estimation until actual field crude is available. Initial bench top screening tests were run comparing chemical effectiveness using Turbiscan runs. Turbiscan analyses are comparable to ADT (Asphaltene Dispersancy Tests, shown below) in that crude oil is added to an aliphatic solvent to visually observe the destabilization and flocculation of asphaltenes.

The added benefits of utilizing a Turbiscan unit compared to the ADT include:
The quantification of the flocculation via light scattering. Turbiscan methods use near IR wavelength light and the unit measures light transmission as a function of vial height at pre-programmed intervals of time. In practice, a homogenous mixture of crude oil in solvent is monitored over a 2-hr period. As asphaltenes are destabilized, they will flocculate and begin to settle to the bottom of the test vial, which is quantified as an increase in % transmission at the upper portions of the vial. The entire tube height can be compared over time to note the degree of flocculation and speed of settling.
Increased sensitivity in asphaltene destabilization. While dramatic destabilization of lighter crudes are easily visualized, the darker crudes can be difficult to evaluate for flocculation. The Turbiscan can differentiate more subtle turbidity in darker crude oils than the naked eye.
As one can imagine, a lot of data is collected along a typical 10 cm test vial over a 20-hr experiment. The entire data series is processed into a Turbiscan Stability Index number. In terms of evaluating asphaltene inhibitor performances, the lower the TSI the more effective the chemical is at inhibiting asphaltene flocculation. In the example below, uninhibited crude oil (red) is compared to three different chemicals dosed at 250 ppm. Product A (blue) is clearly a more effective chemical in terms of delaying flocculation (lower dTSI over time), and minimizing the total flocculation (total TSI after 2 hours). A force ranking would place Product B (yellow) as second, and Product C (green) as third.

The chemical dose performance envelope for Product A is also superior compared to the other two products. Comparing TSI as a function of dose rate shows higher dose rates (750 ppm) allows all chemicals to completely inhibit asphaltene flocculation, however Product A is more effective at dose rate down to at least 250 ppm. Performance at lower dose rates is extremely important and not just from a cost per gallon perspective. Asphaltene inhibitors are often injected downhole, where chemicals need to be injected prior to the AOP. Given the deep set injection point, fluid viscosity and high pressures can limit the amount of chemical that can be injected. If high dose rates are required, then higher production rates may result in under-treated scenarios as the system is unable to supply the chemical quickly enough to treat the full volume of oil being produced.

While the advantages of Turbiscan testing include ease of use, fast results, and cost effective screening, the test is designed to evaluate precipitation of asphaltenes and not the deposition of asphaltenes, which is of greater concern for operations. To evaluate deposition tendencies high-pressure asphaltene deposition test methodologies were developed over the last several years, and are a key advancement in understanding risks. Briefly, STO samples (treated or untreated with AI) are loaded into a high pressure cell with high shear mixing capabilities and the fluids are semi-reconstituted with a natural gas blend at high temperatures (up to 250°F). Following 24-hr high shear mixing, the cell is depressurized and the mixer is evaluated for deposition. An example of an untreated and treated fluid is shown in the figure below.

By weighing the deposited mass, the chemical performance of the three products were compared at two different dose rates.

While not quite as dramatic as the Turbiscan results, there is clear differentiation between Product A vs Products B vs. Product C. A 350 ppm dose rate produced similar performances between the three chemicals. The noted trend is that product A performance improved with an increase to 500 ppm, while Products B and C did not show any differentiation with the higher dose. This story continues to unfold, and the field is being developed with Product A selected as the AI.
Xylene Soaks
One of the primary remediation options for asphaltene deposition occurring downhole is xylene soaks. While xylene is an inexpensive solvent, performing a xylene soak is costly, due to the deferred production incurred when shutting the well down. Operationally, xylene is bullheaded through the wellhead and downhole into the wellbore. Keep in mind, this is not a trivial process, and most reservoir engineers do not like to push fluids back into the formation as it may cause formation damage. The volume requirements are dependent on how far into the wellbore a suspected asphaltene restriction resides. Once the appropriate volume has been delivered, the xylene is allowed to soak for a set period of time ranging 12 - 48 hours. During this time, xylene will solubilize the deposit (best case), or at least soften the deposit to loosen and allow the velocity of the production fluids to sweep the deposit from the wellbore walls. Operation teams and production engineers do not enjoy these events, as every hour soaking is an hour of deferred production. One can clearly see the friends you will make when offering up a xylene soak! The effectiveness of xylene soaks is system dependent. Obviously, the nature of the deposited asphaltenes will influence how easily xylene will deposit. However, other items like downhole temperature and soak time will impact soak efficiencies.
You might be asking, how do I know if a soak is effective? What are indicators that a soak is needed? In the case of asphaltene deposition occurring in the wellbore, downhole gauges (pressure/temperature) are critical to determine whether mass deposits are forming. Assessing production rates and cost for remediation soaks a regular cadence can be established by the operations team.
In a recent study, we employed a machine learning algorithm to assess xylene soak effectiveness. The overall soak impact was evaluated by predicting future production assuming the soak had not occurred and comparing it to the actual post-soak field data. Data sets from seven wells were plotted as (dP with a soak) vs. (dP without a soak), shown below. Data sets were discretized by water cut (color) and xylene volume pumped (circle size). Effective xylene soaks would be visualized as data below the diagonal line, indicating pressure drops were lower than predicted values. From this study, only 3 of the 7 wells showed effective soaks!
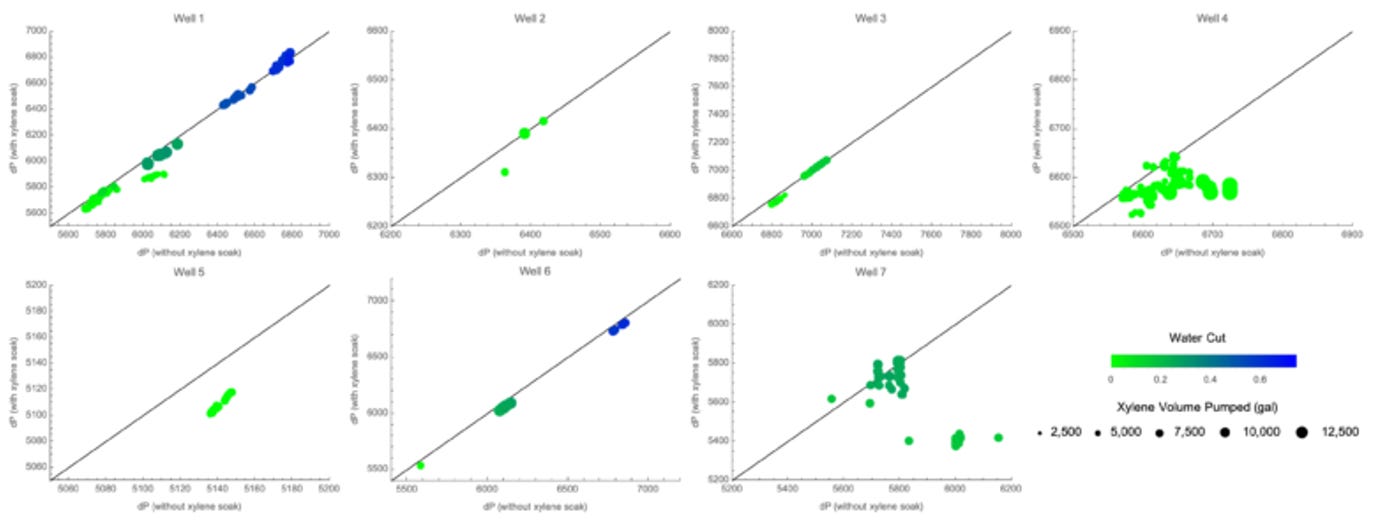
These results allowed the operator to significantly improve operations efficiencies (only performing soaks on wells that need them) and lower costs (less xylene, fewer shut-ins).
Operations Considerations
In the examples above, the typical challenge was in a single well or a small handful of wells. You may be wondering what options there are for large networks with suspected asphaltene instability risks. We were approached by an operator who noticed wells were declining in production without corresponding pressure declines, indicating restrictions were building. A review of the wells noted several wells with asphaltene precipitation risks. Operations conducted some interventions, and found only one well with deposition building downhole. While a chemical mitigation program was put in place, the question was brought up whether the precipitated asphaltenes could be building up elsewhere, such as in the jumpers, flowline, or in the central gathering system.
In this scenario, there were several non-piggable lines and the network was large enough to make a full system inspection impractical. The concern operations had was quite valid: there was a known precipitation risk and an unknown deposition risk. The approach our team took was similar to addressing another common phenomena: solids transport, such as sands. An industry rule of thumb suggests a fluid velocity >1 m/s is required to prevent separation/settling/deposition from the liquid hydrocarbon phase. Fluid flowline modeling of the system indicated a liquid production rate of 5,000 bbl/d was required to maintain the 1 m/s velocity.
An interesting dynamic developed from these suggested benchmarks: in order to keep production rates above the limits gas lifts could be used to assist any declining production. While the increased GOR would help with the fluid velocity, it could introduce risks for destabilizing additional wells. Careful consideration was needed from the operations team in assessing all risks associated with the field. The good news was keeping production rates high could minimize deposition risks in well bore, jumper, and flowlines to the central processing unit. The bad news was asphaltene solids would show up in separator vessels, strainers, pumps, and other processing equipment. Field monitoring programs were put in place to mitigate and remediate any solids build-up. Additionally, it was estimated as water cuts increase above 50%, the likelihood of asphaltene deposition would significantly decrease. Therefore, a monitoring program and chemical injection plan was recommended to include a gradual reduction in inhibitor dose rates as water cuts increase.
Wrapping up
The examples above were selected as fields with asphaltene instability risks, yet were each unique in their development stage and operation mitigation plan needs. The intent, hopefully obvious, was to show that one size definitely does not fit all! It is imperative to allow the data to drive the decisions in order to maximize production. Be sure to reach out and let us know your asphaltene challenges and we would be happy to discuss how we can collaborate on a solution for your production needs!